Why Servo Electric Cylinders Are Widely Adopted in Servo Presses: Key Parameters and Real-World Examples
Introduction
The manufacturing industry is undergoing a profound transformation as servo electric cylinders increasingly replace traditional hydraulic systems in servo presses. This shift is driven by the demand for higher precision, energy efficiency, and programmable motion control in applications ranging from automotive component assembly to electronics manufacturing. Unlike conventional hydraulic presses that rely on fluid compression and valve-controlled motion, servo-electric presses use brushless AC servo motors coupled to linear actuators to drive the press fixture, enabling real-time monitoring and adjustment of ram force, speed, and position throughout each process cycle.
Why Servo Electric Cylinders Dominate Modern Servo Presses
1. Precision and Programmable Motion Control
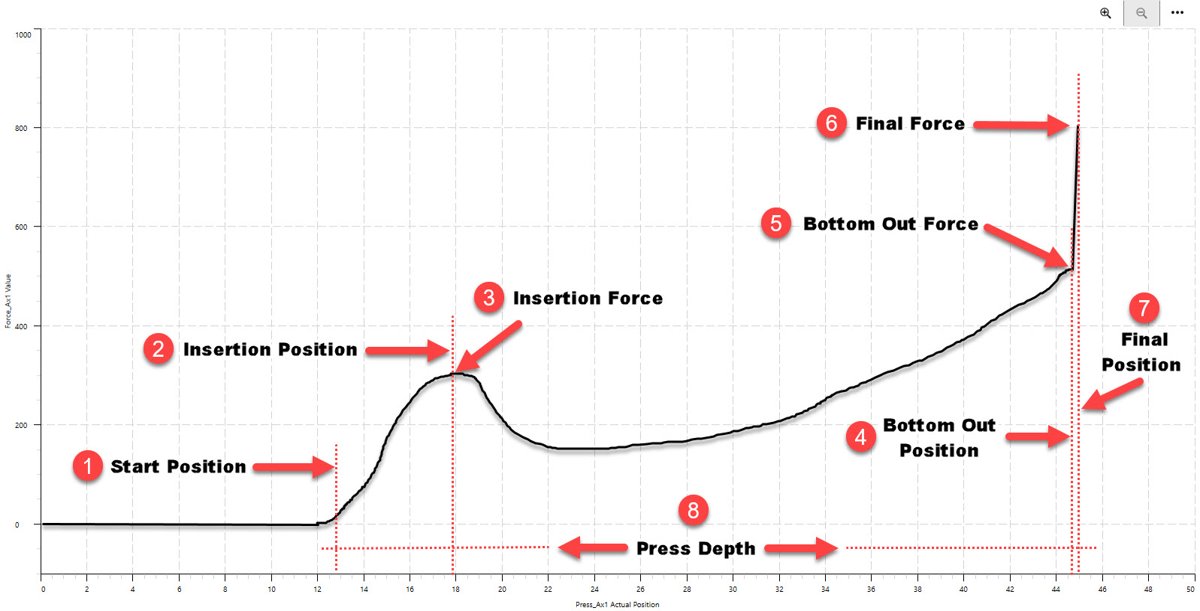
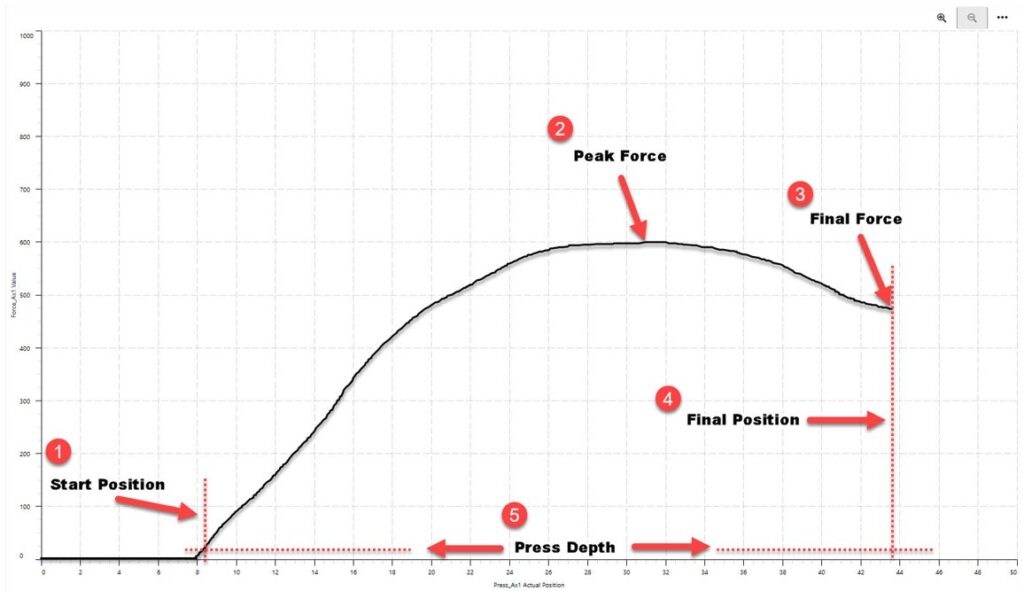
The primary reason engineers choose a linear electric actuator over a hydraulic cylinder is the ability to apply complex, real-time motion control. Electric actuators coupled with servo motors and motion control systems provide infinite control over position while monitoring accuracy and repeatability with fewer components and higher consistency than hydraulic systems.
2. Energy Efficiency
Servo electric presses consume power only when actively moving or holding a load, unlike hydraulic systems where pumps run continuously to maintain pressure. This translates to energy savings of up to 70% compared to hydraulic alternatives.
The elimination of hydraulic fluid also removes energy losses from fluid friction and heat generation, reducing cooling requirements and extending component life.
3. Elimination of Hydraulic Fluid Risks
Electric cylinders eliminate oil leaks, material contamination, and environmental hazards associated with hydraulic fluids. This is particularly critical in cleanroom environments, food processing, and medical device manufacturing where fluid contamination is unacceptable.
4. Reduced Maintenance and Higher Uptime
Maintenance demands for electric servo presses are dramatically lower than hydraulic equivalents. Sealed bearing systems in quality electric actuators operate with lifetime lubrication, and there are no filters to change, no hydraulic fluid to analyze and replace, and no pumps requiring periodic rebuilds. Most components operate 10,000–20,000 hours between service needs, compared to 500–2,000 hour intervals common in hydraulic systems.
5. Force Capacity Matching Hydraulics
Modern servo motor technology enables very high continuous force capacity in a compact package. Single actuator options can deliver up to 50 tons (approximately 500 kN) of force, and dual-actuator configurations can double this capacity to 100 tons, enabling electric systems to match the force output of similarly sized hydraulic machines while retaining all the precision advantages.
Critical Parameters of Servo Electric Cylinders in Press Applications
1. Rated Force / Thrust Capacity
Real-World Example: Consider a 10 kN servo electric cylinder used in precision electronics assembly. With a rated force of approximately 2,248 pounds (10 kN), it is ideal for press-fit operations on PCB components, clamping, and positioning tasks where repeatable force application is critical.
For heavier applications, such as automotive brake kitting presses, a 100 kN (approximately 10-ton) cylinder is employed to handle the substantial loads of metal forming and component assembly.
For large-scale metal forming, the UNI 50 kN heavy-duty servo cylinder delivers 50,000 N of maximum force with a 2,000 mm stroke, making it suitable for industrial pressing operations that previously required hydraulic systems.
2. Repeat Positioning Accuracy
Real-World Example: A small precision high-speed servo electric cylinder achieves a repeat positioning accuracy of ±0.02 mm, making it suitable for automotive engine parts assembly where interference fit accuracy must be maintained to avoid component damage.
In even more demanding applications such as semiconductor equipment or CNC machines, some configurations achieve ±0.01 mm positioning accuracy through closed-loop servo control with encoder feedback.
3. Maximum Speed and Acceleration
Real-World Example: A precision servo electric cylinder can achieve maximum speeds of 150 mm/s with a 1,500W servo motor, suitable for medium-speed assembly operations.
For high-speed material handling in electronic production lines, speeds of 500 mm/s with 0.1-second response time are achievable, dramatically improving cycle efficiency.
The UNI 50 kN cylinder offers a maximum speed of 66 mm/s with a 10 mm screw lead, or 33 mm/s with a 20 mm lead when configured for higher force output. This trade-off between speed and force is a fundamental design consideration.
For an automotive brake kitting press using a 6310 screw specification, the rated speed ranges from 36 mm/s to 83 mm/s depending on the gear reduction ratio (3:1 to 7:1), demonstrating how gearbox selection directly impacts the speed-force relationship.
4. Stroke Length
Real-World Example: Servo electric cylinders for press applications offer customizable strokes ranging from 50 mm to 2,000 mm or more. The UNI 50 kN heavy-duty cylinder provides a maximum stroke of 2,000 mm, suitable for deep drawing operations or large component assembly.
For compact electronics assembly, a 50–150 mm stroke may be sufficient, while metal forming operations may require 500 mm or more.
5. Screw Lead and Mechanical Advantage
Real-World Example: The UNI 50 kN cylinder uses a 16 mm diameter ball screw with selectable leads of 10 mm or 20 mm. With a 10 mm lead, the maximum force is 50,000 N at 66 mm/s. With a 20 mm lead, the maximum force drops to 25,000 N but speed increases to 33 mm/s—wait, actually the inverse is true: a larger lead typically increases speed but reduces force. This demonstrates the importance of selecting the correct lead for the application.
For the automotive brake kitting press, screw specifications of 6310 (63 mm outer diameter, 10 mm lead) are used with reduction ratios of 3:1, 5:1, or 7:1 to achieve rated thrusts ranging from 59.35 kN to 100 kN.
6. Duty Cycle and Continuous vs. Peak Force
Real-World Example: When retrofitting a hydraulic press to electric, engineers must determine the true peak and continuous working force of the existing hydraulic cylinder by recording values during operation. Often, electric replacements are oversized because designers assume full supply pressure is always applied. Even a pressure estimation within 15% of the actual force provides a reasonable sizing range.
7. Control System Integration and Feedback
Real-World Example: The 110 Series heavy-duty servo electric cylinder from Jimmy Technology supports EtherCAT, PROFINET, and Modbus protocols, enabling seamless integration into Industry 4.0 manufacturing environments. Programmable motion profiles allow operators to customize ram speed, position, and force for different products, enabling rapid changeovers.


8. Energy Consumption and Operating Cost
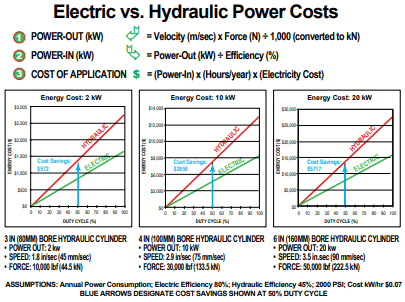
A 150-ton servo hydraulic press uses a 7.5 kW to 15 kW servo motor depending on configuration, compared to continuously running hydraulic pumps that consume power even during idle periods.
Over a year of operation, the energy savings can amount to thousands of dollars per press, particularly in high-volume production environments.
Comparative Summary: Servo Electric Cylinder vs. Hydraulic Cylinder
表格
| Parameter | Servo Electric Cylinder | Hydraulic Cylinder |
|---|---|---|
| Force Capacity | Up to 50 tons (single), 100 tons (dual) | Hundreds of tons possible |
| Positioning Accuracy | ±0.01–0.02 mm | Limited by fluid compressibility |
| Speed Control | Programmable, infinite variability | Fixed or valve-controlled |
| Energy Efficiency | Up to 70% savings vs. hydraulics | Continuous pump operation |
| Maintenance | 10,000–20,000 hours between service | 500–2,000 hours between service |
| Environmental Impact | No fluid leaks, clean operation | Risk of oil leaks and contamination |
| Noise Level | Quiet operation | Hydraulic pump and valve noise |
| Initial Cost | Higher | Lower |
| Total Cost of Ownership | Lower over lifespan | Higher due to energy and maintenance |